在線客服
在線客服




我們都在知道顎式破碎機在各種領域、生產線上都得到了廣泛的應用,比如說在礦山開采方面進行的首破、粗破,在石料生產線與沙石生產線方面也是不可缺少的設備之一,之所以得到廣泛的應用主要原因還是與破碎機自身的性質有關啊!顎式破碎機具有破碎力度大,結構簡單,工作可靠,制造容易,易維修等特點。
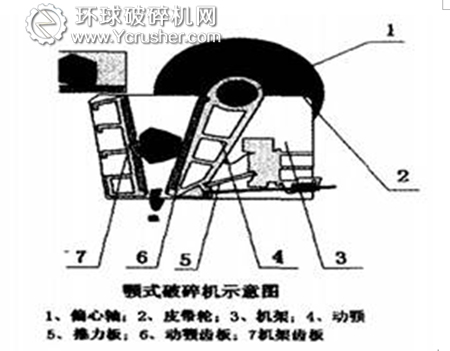
顎式破碎機工作原理主要是靠偏心軸帶動動顎做周期性擺動,動鄂靠近機架齒板時,將物料壓碎,當齒板離開時,破碎腔內已破碎好的物料靠重力作用自動排除,可以持續運行進行生產工作。
有時候機器會在運轉之中忽然出現故障,停止工作,造成生產線停止運轉,一般顎式破碎機出現故障的主要原因有以下幾點:
1顎式破碎機工作工程中停機故障時有發生,一般有以下幾種原因:1排料口堵塞,造成滿腔堵料;2三角皮帶過松,造成皮帶打滑;3工作場地電壓過低,主機遇到大料后,無力破碎;4軸承損壞。經過現場檢查,排除了上述1、2、3項后,初步判定為軸承燒壞導致機器經常性停機。
2因石場無維修條件,該機最終拉回廠家進行進一步檢查及維修。經拆卸檢查發現,動顎軸承已經發黑燒壞,動顎軸承的護架已開裂,動顎內孔有燒痕,測量動顎內孔發現垂直方向公差為20:18;水平方向公差為18:4,內孔已經接近橢圓。正常的動顎內孔公差為,說明軸承在工作時候打轉,與動顎內孔接觸留下了燒痕,產生了高溫并傳遞到軸承內圈,導致燒壞護架及滾珠,軸承不能正常工作,最終導致停機故障。
3停機故障前,正常工作電流是80~90A左右,在停機瞬間,電流突然增大到200A左右,電流值異常。
軸承選型
1因該大型破碎機使用的軸承要適應高速及高強度的工作壓力,在軸承的選型上要多注意。滾動軸承的選用,既應滿足外載荷的要求,又應盡量發揮軸承本身的負荷能力。徑向負荷大于軸向負荷、支點跨距大、軸的變形大等宜采用調心軸承,因此我們選擇調心滾子軸承;
2在精度選擇上,首先軸承的內外圈公差一般為±0.05mm,一般的精度為普通級。這里我們把軸承的精度從普通級改成c3級,使得軸承精度更高:
3滾動軸承的游隙分為徑向游隙和軸向游隙,它們分別表示一個套圈固定時,另一套圈沿徑向和軸向由一個極限位置到另一個極限位置的移動量,實驗分析表明,使軸承壽命最大的工作游隙值,是一個比零稍小的負值。考慮因配合內外圈溫度差以及負荷因素所引起的變化,我們針對軸承選擇最佳的尺寸公差與徑向游隙公差。在裝配過程中軸承進行選配,根據動顎內孔與偏心軸的加工公差,進行軸承的選配,使各項公差配合處于一個最佳的狀態。本文中的軸承損壞主要是因為軸承外徑與動顎內孔之間公差配合不理想,在受重負荷的情況下軸承外圈在動顎內打轉,產生了熱量并快速升溫,溫度傳遞到軸承內圈最終造成滾珠燒壞最終停機。因此在公差配合上要選擇一個最佳的配合狀態。
裝配及使用方法:
1因軸承在裝配過程中需要利用熱脹冷縮原理實現過盈配合,因此加熱工藝必須嚴格控制,針對不同規格、大小的軸承選擇合適的溫度進行加熱。在本文中的顎破軸承外徑為650,內徑為400,屬于大型軸承,在加熱過程中往往加熱不均勻,造成裝配質量下降,因此我們選擇調轉軸承方向180度。對另一面重新加熱,以保證軸承加熱的均勻。
2裝配過程中制作專門的銅錘來敲擊軸承,要求同時對軸承的對角敲擊,保證軸承平衡地進入偏心軸中:在偏心軸進入動顎過程中,我們要求用鐵錘擊打動顎,利用相互作用離將偏心軸裝入動顎中,不損壞偏心軸上的軸承。
3運用黃油注油器將潤滑脂注入動顎中,加入軸承內的潤滑脂為其空間容積的50%左右,每3~6個月更換一次,換油時應用潔凈的汽油或煤油清洗滾子軸承的滾道,使得軸承潤滑充分均勻,軸承在重負荷、高溫作用下得到很好的潤滑,延長軸承使用壽命。
4破碎機工作前應在推力板與調整座間注入適量的潤滑脂,空轉一段時間后,檢查工作電流及電壓是否正常及破碎機是否有異常響動后再輸送石料進行破碎工作,在進料口處做好緩沖措施,避免大石塊直接沖擊破碎機口,對超過進料 口尺寸的大石頭要進行2次爆破后才給予進入料口,延長破碎機的使用壽命。
顎式破碎機工作工程當中進行合理的維護可以延長機器的使用壽命,提高生產效率,不過在選用機器配件的時候也是非常的重要,一個配件的質量的好壞決定了,壽命的長短都是硬性破碎機正常運行的重要因素,在使用過程當中對破碎機進行好軸承潤滑工作非常重要的,是正常運轉的關鍵,根據具體的情況,自己的需要可以將破碎機進行簡單的改造,進行以上改造措施,提高了顎式破碎機的質量,減少了軸承燒壞現象,降低因軸承燒壞帶來的停機麻煩,經常對機器進行檢查,查找真正停機的原因,對癥下藥,現象是完全可以控制或減少的。

 :2242538890 2233515786 280327213 技術::497398702
:2242538890 2233515786 280327213 技術::497398702  MSN:
MSN:

豫公網安備 41010502002251號
掃破碎機網微信公眾號-閱讀行業最新資訊